22. В каких случаях на трубопроводах следует применять арматуру под приварку?
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,
Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» — отправит вас на первую страницу.
«Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.
На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.
«Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
- Первая кнопка выводит форму входа в систему для зарегистрированных пользователей.
- Вторая кнопка выводит форму обратной связи через нее, Вы можете написать об ошибке или просто связаться с администрацией сайта.
- Третья кнопка выводит инструкцию, которую Вы читаете. 🙂
- Последняя кнопка с изображением книги ( доступна только на билетах) выводит список литературы необходимой для подготовки.
Опускаемся ниже, в серой полосе расположились кнопки социальных сетей, если Вам понравился наш сайт нажимайте, чтобы другие могли так же подготовиться к экзаменам.
Следующая функция «Поиск по сайту» — для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.
Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.
На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
На станицах категорий расположен блок тем, которые были добавлены последними на сайт.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.

С уважением команда Тестсмарт.
В каких местах не допускается размещать фланцевые соединения трубопроводов с взрывопожароопасными, токсичными и едкими веществами?
А) Над местами, предназначенными для прохода людей и рабочими площадками.
Б) Над автодорогами.
В) На трубопроводах, идущих по стенам зданий.
Г) На трубопроводах, проложенных по эстакадам.
В каких случаях на трубопроводах следует применять арматуру под приварку?
А) При повышенных требованиях по надежности и плотности соединений на трубопроводах технологических блоков любой категории взрывоопасности.
Б) При повышенных требованиях по надежности и плотности соединений на трубопроводах технологических блоков I категории взрывоопасности с давлением среды более 2,5 МПа, температурой, равной температуре кипения при регламентированном давлении.
В) При повышенных требованиях по надежности и плотности соединений на трубопроводах технологических блоков I и II категории взрывоопасности и температурой, равной температуре кипения при регламентированном давлении.
Г) При повышенных требованиях по надежности и плотности соединений на трубопроводах технологических блоков I категории взрывоопасности с давлением среды более 2,5 МПа.
Что должно устанавливаться на трубопроводах для транспортирования взрывопожароопасных продуктов?
А) Арматура с металлическим уплотнением в затворе.
Б) Арматура с резиновым уплотнением в затворе.
В) Арматура с тканевым уплотнением в затворе.
Г) Арматура с пластмассовым уплотнением в затворе.
В соответствии с чем выбирается уровень взрывозащиты электрооборудования?
А) В соответствии с требованиями правил пожарной безопасности.
Б) В соответствии с требованиями к устройству электроустановок.
В) В соответствии с требованиями строительных норм и правил.
Допускается ли устройство в машинном зале незасыпных каналов и приямков?
А) Не допускается.
Б) Допускается.
В) Допускается во время ремонта электрооборудования.
Г) Допускается в исключительных случаях.
Каким условиям (расстояние) должны соответствовать крепления трубопроводов (отношение частоты возмущающего импульса главной гармоники fвозм к частоте свободных колебаний трубопроводов fтр)?
А) fвозм / fтр больше 0,85 или fвозм / fтр больше 1,4.
Б) fвозм / fтр меньше 0,95 или fвозм / fтр меньше 1,5.
В) fвозм / fтр больше 0,65 или fвозм / fтр меньше 1,6.
Г) fвозм / fтр меньше 0,75 или fвозм / fтр больше 1,3.
Какой должна быть степень неравномерности давлений, при выборе вместимости буферных емкостей?
А) Менее чем P-0,34
Б) Менее чем 2P-0,34
В) Менее чем 3P-0,34
Г) Менее чем 4P-0,34
Каким должно быть число фланцевых соединений трубопроводной обвязки компрессорных установок?
А) Минимальным.
Б) Максимальным.
В) Установлено проектом.
Г) Установлено правилами по эксплуатации.
В какие сроки необходимо очищать масляный насос и лубрикатор?
А) Не реже одного раза в полтора месяца.
Б) Не реже одного раза в два месяца.
В) Не реже одного раза в три месяца.
Г) Не реже одного раза в четыре месяца.
Какие устройства следует предусматривать в компрессорной установке для сглаживания пульсаций давлений сжатого воздуха или газа?
А) Специальные воздушные фильтры.
Б) Воздушные мембраны.
В) Воздухосборники или газосборники (буферные емкости).
Г) Амортизационные устройства.
58. С какой периодичностью следует проверять предохранительные клапаны компрессорной установки общепромышленного назначения, работающие на давлении до 12 кгс/см2, путем принудительного их открытия под давлением?
А) Один раз в смену.
Б) Еженедельно.
В) Не реже двух раз в смену.
Г) Ежесуточно.
Как часто следует контролировать расход масла для смазки цилиндра и сальников компрессора?
А) Два раза в сутки.
Б) Каждую смену.
В) Еженедельно.
Г) Ежесуточно.
Что следует применять в качестве обтирочных материалов компрессорной установки?
А) Шерстяные материалы.
Б) Синтетические материалы.
В) Хлопчатобумажные или льняные материалы.
Основы сварки в трубопроводной промышленности
от Steel Forgings
Мы специализируемся на производстве таких изделий, как фитинги для стыковой сварки, но многие, кто не знаком с этим термином, могут задаться вопросом: что такое стыковая сварка или фитинг для стыковой сварки? Эта информация предназначена для того, чтобы дать некоторые основные рекомендации по сварке и определить термины для приварки фитингов к трубопроводам. Обычно используются такие термины, как стыковые швы, угловые швы, сварные соединения, предел прочности при растяжении, снятие напряжения, квалификация сварщика, полное проплавление, частичное проплавление и процедуры сварки.
Что такое сварка встык? Как следует из названия, стыковой сварной шов состоит из двух частей, соединенных друг с другом встык; они выровнены, они находятся в одной плоскости. Представьте, что вы выравниваете две секции трубы встык; эта конфигурация называется стыковым соединением. Торцевые соединения могут быть обработаны несколькими способами: они могут быть прямоугольными, скошенными для создания V-образного соединения или могут иметь изогнутый контур для создания так называемого j-образного или U-образного соединения.
Большинство стыковых сварных швов должны быть с полным проплавлением. Что это значит? Полная толщина края соединения должна быть сварена сверху вниз. Если трубопровод имеет толщину 0,500 дюйма, то толщина сварного шва будет не менее 0,500 дюйма. Это достигается путем оставления зазора между двумя частями, чтобы присадочный металл мог пройти до самого дна соединения.
Проверка целостности сварного шва является обычной практикой, так как большинство этих сварных швов должны выдерживать давление трубопроводной трубы. Наиболее распространены рентгенографический (РТ) и ультразвуковой контроль (УЗК). Эти два процесса позволяют проверить всю толщину сварного шва. Методы магнитопорошкового (MP) и цветного дефектоскопии (PT) могут проверять только поверхность или подповерхность на наличие дефектов.
Наиболее распространены рентгенографический (РТ) и ультразвуковой контроль (УЗК). Эти два процесса позволяют проверить всю толщину сварного шва. Методы магнитопорошкового (MP) и цветного дефектоскопии (PT) могут проверять только поверхность или подповерхность на наличие дефектов.
Сварка встык требует более квалифицированного сварщика.
Угловые швы Представьте себе, что 2-дюймовая труба помещается под углом 90° к верхней части 30-дюймовой трубы, образуя Т-образное соединение. Когда вы свариваете их вместе, получается угловой шов. Вообще говоря, угловые швы не так прочны, как стыковые сварные швы, если поперечное сечение шва не проплавлено полностью. Несколько проходов могут быть наложены друг на друга для формирования большего углового сварного шва. Обычно угловой сварной шов используется для приваривания скребковых стержней или скребков к выходу тройника. Другими распространенными вариантами использования этого типа сварки являются отводные трубы к коллекторным трубам или арматурные седла к отводным соединениям.
Угловые сварные швы можно проверять только с помощью магнитного контроля или дефектоскопии методом проникающей жидкости.
Общие требования независимо от типа соединенияЛиния, труба и сварные фитинги обладают так называемой прочностью на растяжение. Эта прочность измеряется в фунтах на квадратный дюйм, и это значение, при котором сталь в конечном итоге сломается или выйдет из строя. Сварочные присадочные металлы также имеют различную прочность на растяжение. Желательно и необходимо выполнять сварку с присадочным металлом, который максимально соответствует пределу прочности на растяжение трубы или фитинга, будь то фитинг для стыковой сварки или другой тип.
Каждый сварной шов на трубе или фитинге должен иметь процедуру сварки. Эта процедура имеет электрические настройки, на которые должен быть настроен сварочный аппарат, положение, в котором должен выполняться сварной шов, ограничения по толщине соединения и тип материала, который можно сваривать с этим набором направлений.
Сварщики должны получить квалификацию, используя эти установленные процедуры сварки, и их сварные швы должны быть проверены, чтобы убедиться, что они обладают необходимыми навыками для выполнения желаемого сварного шва.
Обычно желательно «снять напряжение» со сварного шва после его завершения. Что это значит? Когда в сталь вводится высокая температура от сварки, относительно быстрое время охлаждения вызывает или создает напряжения в стали.
Предположим, вы оставили хлопчатобумажную рубашку в сушилке, и когда вы ее вытащили, на ней были всевозможные складки. Как бы вы ни старались удалить их рукой, они не исчезают. Если использовать отпариватель с влажным паром и провести им по рубашке, материал расслабится, а складки исчезнут. То же верно и для стали. Если сварной шов и прилегающий к нему материал нагреть примерно до 1100°, напряжения релаксируют.
Мы надеемся, что эта информация поможет вам разобраться в сварке и сварке фитингов встык. Для получения дополнительной информации, цен и доставки, позвоните в Steel Forgings.
Фитинги под приварку внахлест Типы и области применения
Как известно, существует четыре типа соединений для трубных фитингов: под сварку внахлест, под сварку встык, резьбовые и фланцевые.
Что касается фитингов для стальных труб, которые вы могли бы использовать для своих трубопроводных проектов, вы обнаружите, что два из них весьма популярны: фитинги для сварки враструб и фитинги для сварки встык.
Однако, поскольку оба они имеют свои плюсы и минусы, вы можете запутаться, какой из них лучше всего подходит для вашей конкретной цели. По этой причине мы взяли на себя ответственность провести сравнение между ними. Таким образом, вы узнаете отличия сварки внахлест от сварки встык.
Чтобы узнать больше об этом, продолжайте читать ниже.
Что такое фитинги для сварки враструб
Фитинги для сварки враструб представляют собой деталь крепления трубы. В этом случае труба будет вставлена в углубление трубы, фитинга, клапана или фланца. Для соединения труб или клапанов с другими участками трубы будут применяться уплотняющие сварные швы углового типа. Таким образом, в некоторых случаях фитинги с раструбной сваркой являются хорошим выбором. Это связано с тем, что преимущества высокой прочности конструкции и высокой герметичности будут весьма важными факторами, которые необходимо учитывать при разработке проекта трубопровода.
Как показано на рисунке ниже, вы можете видеть форму 90-градусного колена под приварку:
Как правильно описать размеры фитингов для приварки враструб
Если вы размещаете запрос на фитинги такого типа, вам необходимо указать размеры внешнего диаметра и с требованиями к давлению (или таблицей толщины), номинальное давление фитингов для сварки враструб обычно выражается в классе 3000, классе 6000 и классе 9000.
Фитинги для сварки враструб обычно упрощаются как фитинги для труб SW, поэтому вы увидите некоторые описания, такие как колено SW , тройники SW, муфты SW и т. д.
Использование фитингов под сварку враструб
Поскольку эти фитинги относятся к высокому давлению, их можно легко использовать в различных промышленных процессах.
• Фитинги для сварки враструб, такие как отводы, тройники, переходники, могут использоваться на трубопроводах для транспортировки токсичных, легковоспламеняющихся или дорогих материалов, где исключена вероятность утечки.
• Используется вместе с трубой ASME и для перехода на другие размеры.
• Применяется в местах, где трубопровод считается постоянным. Кроме того, они также были спроектированы таким образом, чтобы обеспечить характеристики хорошего потока.
• Изготовлено в соответствии со стандартами ASTM A234, а также может соответствовать ASME B16.11. Это стандарт охватывает размеры, номинальные значения давления и температуры, маркировку, допуски и требования к материалам для углеродистой стали и кованого углерода. Что касается форм материалов, которые были бы приемлемыми, это могут быть стержни, поковки, бесшовные трубы и бесшовные трубы, которые соответствуют требованиям к химическим веществам, механическим свойствам и практике фитингов.
Что касается форм материалов, которые были бы приемлемыми, это могут быть стержни, поковки, бесшовные трубы и бесшовные трубы, которые соответствуют требованиям к химическим веществам, механическим свойствам и практике фитингов.
Фитинги для сварки враструб, типы
Как и фитинги для сварки встык, в зависимости от типа материала, фитинги для сварки враструб также подразделяются на фитинги для труб из нержавеющей стали, углеродистой стали и легированной стали. В зависимости от области применения, он включает колено под приварку враструб, тройник под приварку враструб, тройник-переходник, переходники, муфты, фланцы SW и т. д.
Масса в кг для фитингов SW – соответствует ASME B16.11
Муфты под сварку враструб
• Полное соединение
Эта труба предназначена для соединения двух труб или ниппеля.
• Полумуфта
Может быть приварена непосредственно к отводной трубе для создания ответвления.
• Муфта переходная
Помогает соединить два разных наружных диаметра трубы.
• Переходная вставка
Изготовлены в соответствии с MSS SP-79. Это помогает обеспечить экономичные и быстрые комбинации сокращений трубопровода. Таким образом, они могут быть изготовлены с использованием стандартных фитингов для сварки враструб.
Муфта сварная внахлест
Муфта представляет собой резьбовое соединение и состоит из трех частей, которые соединены между собой. Он включает в себя две внутренние резьбы и центральную часть, которая сближает концы при вращении. Таким образом, соединения должны быть плотно завинчены перед сваркой концов. Это поможет свести к минимуму коробление сидений.
Колено под приварку враструб
Колено под приварку враструб (SW) имеет типы 45 градусов и 90 градусов, изготовлены в процессах ковки, а также модели с большим радиусом (LR с 1,5 X OD) и коротким радиусом (SR с 1 X 0D) , это были обычные фитинги для сварки враструб, которые использовались в трубопроводах для изменения направления жидкости.
Тройник под сварку враструб (тройник SW)
Тройник Прямой и редукционный тройник
Это поможет сделать ответвление под углом девяносто градусов от основного участка трубы. Редукционный тройник с раструбным швом имеет отвод меньшего диаметра, который соединяет меньший отвод трубы.
Муфта
Муфта (муфта + цапфа) представляет собой типичный тип фитингов для сварки враструб, он используется для тех же целей, что и сварка и резьба, для приваривания трубы малого диаметра к корпусу трубы большого диаметра. В отличие от гнезда, оно имеет уникальное гнездо, подходящее для сварки (гнездо находится внутри гнезда). Он обеспечивает хороший поворот на 90 градусов и более высокую прочность, чтобы выдерживать высокое давление. Одно отверстие, соединенное с выходным отверстием, встречное отверстие будет охватывать наружный диаметр выходного отверстия, чтобы поддерживать трубу, сидящую на раструбе, для стабильной установки и прочности сварки. Как и фитинги с раструбом, раструбы имеют диапазоны давления 3000#, 6000# и 9. 000#.
000#.
Крестовина SW
Крестовина также поможет сделать ответвление под углом девяносто градусов от основного участка трубы.
SW Cap
Cap — торцевая заглушка. Он используется для герметизации конца трубы.
Фланец под приварку враструб – еще один фитинг SW
Фланец под приварку враструб (SW фланец) обычно используется для небольших труб с высоким давлением. Форма фланца состоит из утопленного буртика во внутреннем отверстии, что позволяет трубе правильно вставляться в буртик, а затем выполнять сварочные работы для соединения труб и фланцев. Эта сварная конструкция по существу обеспечивает гладкий канал и хорошие характеристики передачи жидкости в трубопроводах.
Фланцы SW включают фланцы типа RF (с выступом), FF (с плоской поверхностью) или RTJ (с кольцевым шипом), номинальное давление классифицируется как 150#, 300#, 600# и до 2500#.
Сварка враструб Преимущества и недостатки
Преимущества
• Для подготовки сварного шва необходимо снять фаску с трубы
• Временная сварка прихватками обычно не требуется для выравнивания. Это связано с тем, что принцип подгонки поможет обеспечить правильное выравнивание.
Это связано с тем, что принцип подгонки поможет обеспечить правильное выравнивание.
• Металл раструбного шва не может проникнуть в отверстие трубы
• Установлено, что затраты на строительство ниже, чем при сварке встык. Из-за исключения специальных машин и отсутствия точных требований к подгонке.
Недостатки
• Сварщик должен убедиться, что компенсационный зазор между буртиком раструба и трубой должен составлять 1,6 мм
• Внутренние щели и компенсационный зазор в системах сварки в раструб могут способствовать коррозии. Именно по этой причине они считаются менее подходящими для радиоактивных или коррозионных применений
• Фитинги такого типа также неприемлемы для сверхвысокого гидростатического давления в пищевой промышленности. Это связано с тем, что в дополнение к невозможности полного проникновения он также оставит щели и зазоры, которые затем будет очень трудно очистить.
Учитывая вышеуказанные причины, сварка встык лучше, чем сварка враструб, поскольку обеспечивает более высокую прочность и более высокое сопротивление давлению.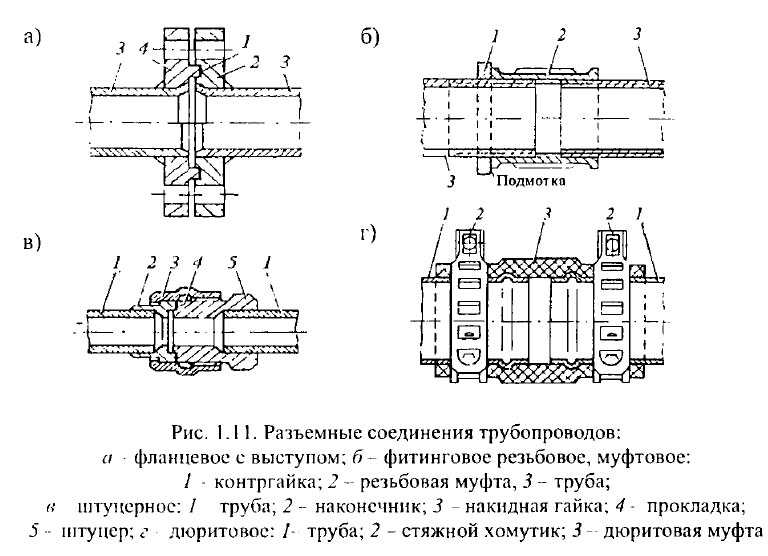
Различия между фитингами под сварку враструб и встык
В случае фитингов под размер SW используется стандарт ASME B16.11. Здесь труба может быть вставлена в углубление фитинга. И фитинг, и труба должны иметь прямоугольную форму и не требуют какой-либо подготовки или скоса на конце, кроме очистки снаружи. Это облегчит монтаж и сварочные процессы.
Что касается фитингов BW для стыковой сварки, то упомянутым стандартом является ASME B16.9. при приваривании их концов к концу трубы толщина будет такой же, как у труб. В этом случае конец арматуры может быть скошенным.
Различия в применении фитингов SW и BW
Сварной шов внахлест обычно имеет вдвое меньшую прочность, чем фитинги для сварки встык. Следовательно, фитинги SW в основном используются для небольших трубопроводов с диаметром NPS 2 или даже меньше.
С другой стороны, фитинги для стыковой сварки помогают сохранить большую прочность. И лучше для трубопроводов с высокой температурой или высоким давлением. Его также можно использовать, когда требуется сварное соединение с прочностью не выше, чем у основного металла.
Его также можно использовать, когда требуется сварное соединение с прочностью не выше, чем у основного металла.
Как установить – Сварка внахлест или сварка встык
В случае с фитингами SW вы обнаружите, что их довольно легко установить. Поскольку для обеспечения доступа к сокету требуется около 1/6 дюйма зазора в нижней части зазора, он также допускает тепловое расширение. Однако этот зазор может затем привести к проблеме чрезмерного напряжения, которое приведет к растрескиванию углового сварного шва фитинга. Кроме того, было обнаружено, что раструбный шов проблематичен при работе с агрессивными жидкостями из-за щелевой коррозии. Кроме того, было обнаружено, что он довольно легко подвергается коррозии из-за нарушения целостности гладких внутренних частей трубы.
С другой стороны, фитинги для сварки встык признаны лучшими с точки зрения усталостной прочности, прочности, соответствия температуре и коррозионной стойкости. Однако его также может быть сложнее сварить и правильно установить.